Customized solutions for molded foaming of air filter gaskets
We carry out developments individually for your specific requirements
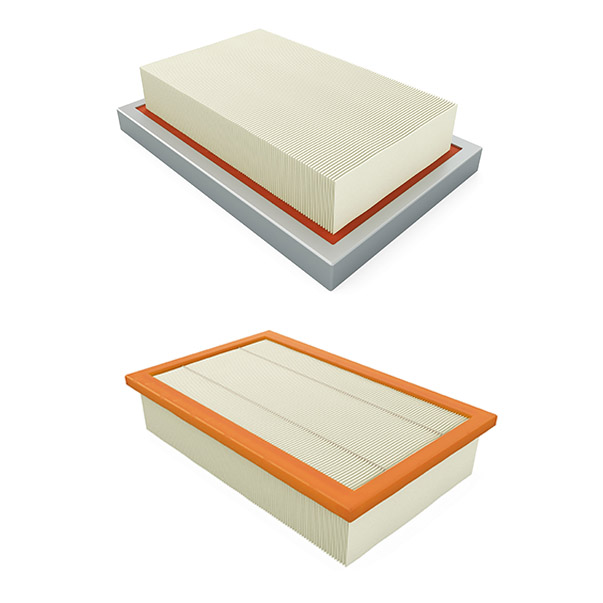
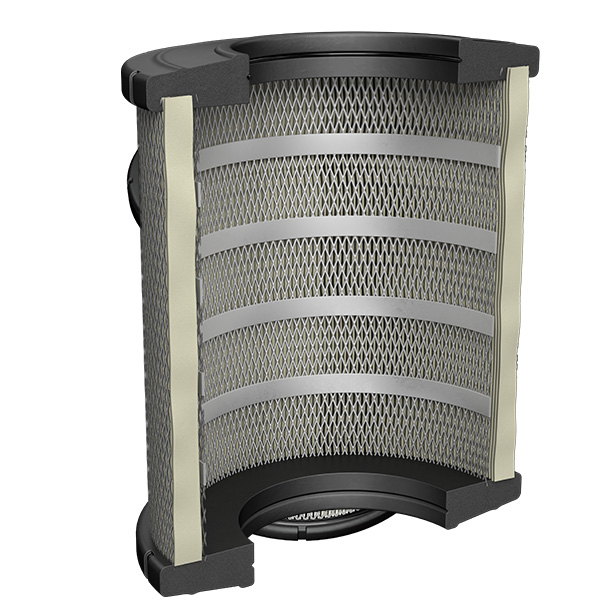
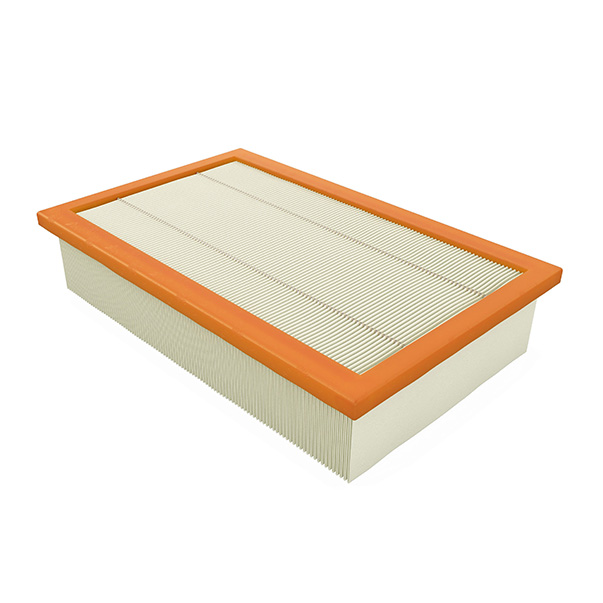
A wide range of technically reliable solutions for automotive air filters can be achieved by foam-in-place gaskets with the reference material FERMAPOR-K31-A-9846-12-VP2 and B-81 (B-component) made of 2-component polyurethane foam. By using an open mold into which the sealing material is introduced, square air filter frames can be produced, or even round shapes like e. g. the end caps on radial filters for commercial vehicles.
In this process, the filter medium is inserted into a prefabricated forming tool coated with release agent. The CNC-controlled MK 800 PRO precision mixing head of the DM 502 mixing and dosing machine fills the contour of the mold with the dynamically mixed -component polyurethane sealing foam. Depending on the process, the filter pack is inserted into the mold immediately afterwards, or has already been inserted before injection of the foam. The injected sealing material foams, expanding to several times its original volume and fills the mold contour with a positive fit. The polyurethane foam bonds to the outer edges of the filter pack to form a foam-in place frame gasket.
Industrial air filters with foam-in-place frames / end caps

After the material has cured, the air filter with the foam-in-place gasket can be removed from the mold for further processing in the manufacturing process.
To accelerate this curing process, the mold with the filter pack is run through an annealing oven shortly after injection of the material. The heat inside the oven cures the material faster.
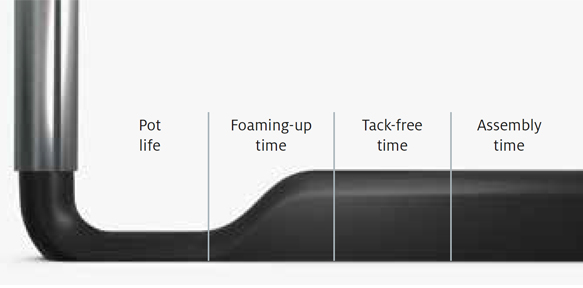
The different reaction phases of the sealing foam in the chronological sequence
Reference material
| FERMAPOR K31-A-9846-12-VP2 | ||
| FERMAPOR K31-B-81 | ||
| Mixing ratio | 3 : 1 | |
| Pot life time | 35 sec. | |
| Tack-free time | 7 min. | |
|
Viscosity of the A component |
4.000 mPas | |
| Density of foam | 0.26 g/cm³ | |
| Hardness (Shore 00) | 70 | |
| Temperature resistance | from -40 to + 80 °C |
In addition to the reference products, we develop material systems according to your individual requirements. Influencing factors include pot life until start of foaming, curing time, and the viscosity, hardness and adhesion properties.
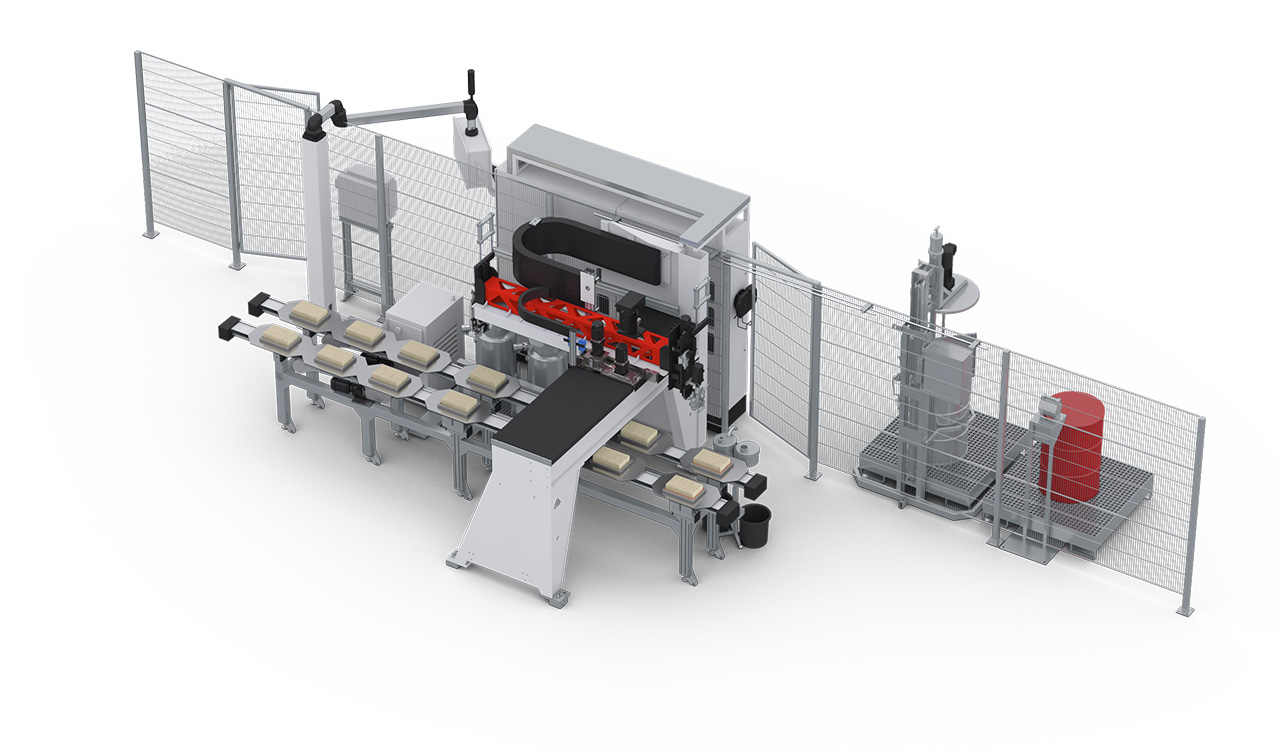
DM 502 mixing and dosing system with 3-axis linear robot for foam-in-place molding of air filter frames and the transfer belt for the feeding of parts
Flexible and fully automatic – fully in line with your requirements
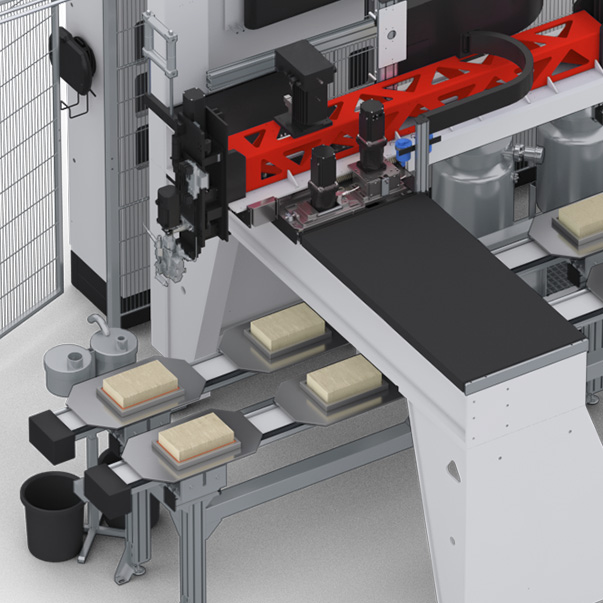
In the reference configuration of the DM 502 mixing and dosing system as shown, the air filters placed in a mold are guided to the dosing station on a transfer belt arranged below the 3-axis linear robot. The highly dynamic LR-HD 3-axis linear robot handles the contour accurate CNC-controlled movement of the precision mixing head above the part to be processed.
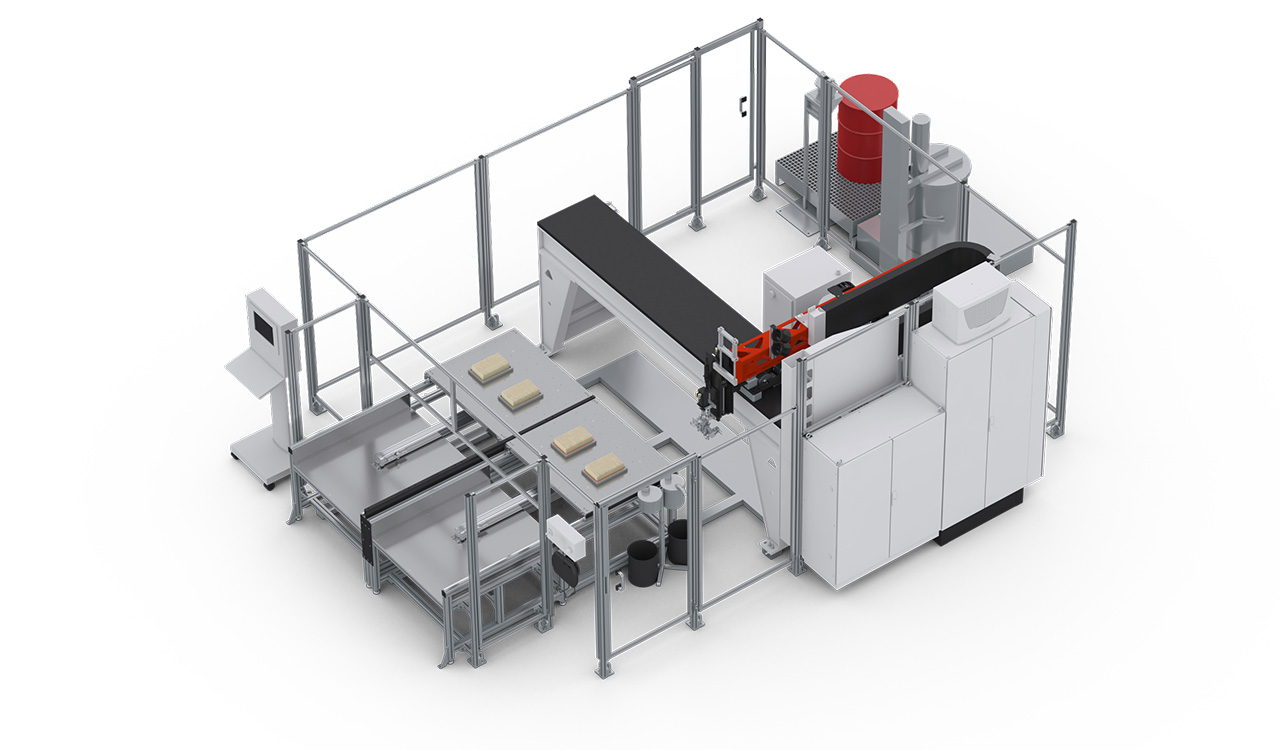
Alternatively, the DM 502 can also be used as a sliding table system with the LR-HD 3-axis linear robot and WT 1-LEVEL shuttle table. Parts are picked up and processed here in continuous shuttle mode, operating in a single plane.
The CNC-controlled MK 800 PRO precision mixing head of the DM 502 mixing and dosing machine moves along the contour of the air filter, which has been inserted into the mold, and applies the 2-component FERMAPOR K31 polyurethane sealing foam into the circumferential mold cavity.
The injected material foams expanding to several times its original volume and fills the mold with a positive fit. After curing, the air filter with the foam-in-place gasket is removed from the mold for further processing in the manufacturing process.
In series production for large unit numbers, automatic refilling stations are generally used. These use agitators to ensure the optimal preparation and homogeneous consistency of the material. The refilling stations ensure that material is supplied continuously to the material pressure tanks, allowing fully automatic production processes. Capacitive sensors on the material pressure tanks monitor the filling level and control refilling. This means that the production process is not interrupted in the event of a material change.
The fail-safe DM 502 mixing and dosing machine can be operated easily and intuitively without much training. All dosing and process data are recorded automatically, allowing tracking and evaluation by the machine operator via the CONTROL 2 operating panel.
In all solutions, our main focus is on extremely reliable plant engineering, minimized maintenance times and consistent dosing quality.
 Elevator
Supply Tap
Mixing head 825 PRO
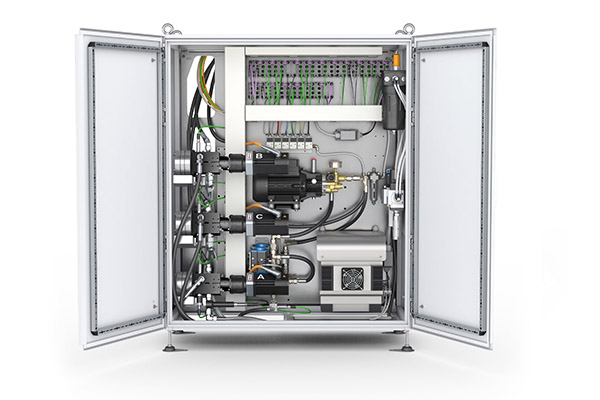
Control cabinet
Dosiermaschinenschrank
CONTROL 2
MP 2 Mobile panel
Elevator
Supply Tap
Mixing head 825 PRO
Control cabinet
Dosiermaschinenschrank
CONTROL 2
MP 2 Mobile panel
Elevator

Optional: Automatic ELEVATOR drum refilling station for the A-component with pneumatic lift and agitator
Mehr Informationen zu unseren NachfüllstationenSupply Tap

Optional: Automatic SUPPLY TAP drum refilling station for low-viscosity products, e.g. isocyanate (B-component)
Mehr Informationen zu unseren NachfüllstationenMixing head 825 PRO

MK 800 PRO precision mixing head with high-pressure water rinsing or alternative component rinsing system
More information to our mixing headsControl cabinet

The control electronics, safety engineering and industrial PC are installed in the control cabinet.
More information to our control cabinetsDosiermaschinenschrank
The dosing machine cabinet contains the components of the dosing periphery, e.g. the dosing pumps.
More information to our dosing machine cabinetsCONTROL 2

Optionally available: CONTROL touchscreen operating panel (21.5“) for operating the dosing system
More information to our operating panelsMP 2 Mobile panel

The multifunctional MP 2 mobile panel (10.1” WXGA TFT) enables convenient operation of the dosing system.
More information to our operating panelsAlternative machine configuration: DM 502 with MK 800 PRO with LR-HD
linear robot and WT 1-LEVEL shuttle table
 CONTROL 2
MP 2 mobile panel
WT 1-LEVEL Wechseltisch
Mixing head 825 PRO
Dosing machine cabinet
Control cabinet
Supply Tap
Elevator
CONTROL 2
MP 2 mobile panel
WT 1-LEVEL Wechseltisch
Mixing head 825 PRO
Dosing machine cabinet
Control cabinet
Supply Tap
Elevator
CONTROL 2
Optionally available: CONTROL touchscreen operating panel (21.5“) for operating the dosing system
More information to our operating panelsMP 2 mobile panel
The multifunctional MP 2 mobile panel (10.1” WXGA TFT) enables convenient operation of the dosing system.
More information to our operating panelsWT 1-LEVEL Wechseltisch

Two pick-up plates operating in pendulum mode in one plane
More information to our shuttle tablesMixing head 825 PRO
MK 800 PRO precision mixing head with high-pressure water rinsing or alternative component rinsing system
More information to our mixing headsDosing machine cabinet
The dosing machine cabinet contains the components of the dosing periphery, e.g. the dosing pumps.
More information to our dosing machine cabinetsControl cabinet
The control electronics, safety engineering and industrial PC are installed in the control cabinet.
More information to our control cabinetsSupply Tap
Optional: Automatic SUPPLY TAP drum refilling station for low-viscosity products, e.g. isocyanate (B-component)
More information to our refilling stationsElevator
Optional: Automatic ELEVATOR drum refilling station for the A-component with pneumatic lift and agitator
More information to our refilling stations