Maßgeschneiderte Dichtungslösungen für Staubsaugergehäuse

Konturgenaues, nahtloses Abdichten von Staubsaugergehäusen mit Polyurethanschaum
Das hier vorgestellte Referenzmaterial FERMAPOR K31-A-9025-2-VP2 und B-4 (B-Komponente) ist ein raumtemperaturvernetzender 2-Komponenten Polyurethanschaum für das Abdichten von Staubsaugergehäusen.
Der Polyurethandichtungsschaum hat sich bei den führenden Geräteherstellern bereits jahrelang im Einsatz bewährt. Er wird mit Hilfe der FIPFG-Technologie (Formed-In-Place- Foam-Gasket) und unserer vollautomatischen Dosiermaschinen direkt auf das Bauteil aufgebracht, sehr präzise, sicher und effizient.
Durch die chemische Reaktion der FERMAPOR K31 Materialkomponenten wird in der Regel eine gute Haftung zum Bauteil erreicht.
Maßgeschneiderte Dichtungslösung für den Staubsauger

Wir können unsere Polyurethandichtungsschäume FERMAPOR K31 auch Ihren spezifischen Anforderungen anpassen.
Einflussfaktoren sind dabei z. B. die Topfzeit bis zum Beginn des Aufschäumens und die Aushärtezeit wie auch die Viskosität, Härte und Haftungseigenschaft. Dank einer gemischtzelligen Schaum- struktur sind die Schließkräfte beim Verbauen der Schaumdichtung gering.

Die verschiedenen Reaktionsphasen des Dichtungsschaums in der zeitlichen Abfolge
Referenzmaterial
| FERMAPOR K31-A-9025-2-VP2 | ||
| FERMAPOR K31-B-4 | ||
| MV | 4,5 : 1 | |
| Topfzeit | 33 Sek. | |
| Klebfreizeit | 5 Min. | |
| Mittlere Viskosität A-Komp. | 44.000 mPas | |
| Dichte Schaum | 0,2 g/cm³ | |
| Härte (Shore 00) | 35 | |
| Temperaturbeständigkeit | von -40 bis + 80 °C | |
| Vorbehandlung | Plasma, Corona, Primer |
Zusätzlich zu den Referenzprodukten entwickeln wir Materialsysteme entsprechend Ihren individuellen Anforderungen.
Wartungsfreundliche Prozesse
Die FERMAPOR K31 Schaumdichtung gleicht Bauteiltoleranzen beim Abdichten aus. Sie hat ein hervorragendes Langzeitverhalten und zeigt auch noch nach Jahren ein gutes Rückstellverhalten des komprimierten Schaums nach Entlastung.
Das ermöglicht ein häufiges Öffnen und Wiederschließen der Gehäuseklappe für den Wechsel des Staubbeutels bei gleichbleibender Dichtwirkung der Schaumdichtung
Das Video zeigt die Polyurethan Schaumdichtung FERMAPOR K31 im Querschnitt - zuerst im unverpressten Zustand, dann zu 50 % verpresst, damit ist die Dichtfunktion der Abdichtung gegeben.

Querschnitt Polyurethanschaumraupe unverpresst

Querschnitt Polyurethanschaumraupe zu ca. 50 % verpresst
Misch- und Dosieranlage DM 502 mit 3-Achs-Linearroboter für das Abdichten von Staubsaugergehäusen mit Polyurethanschaum
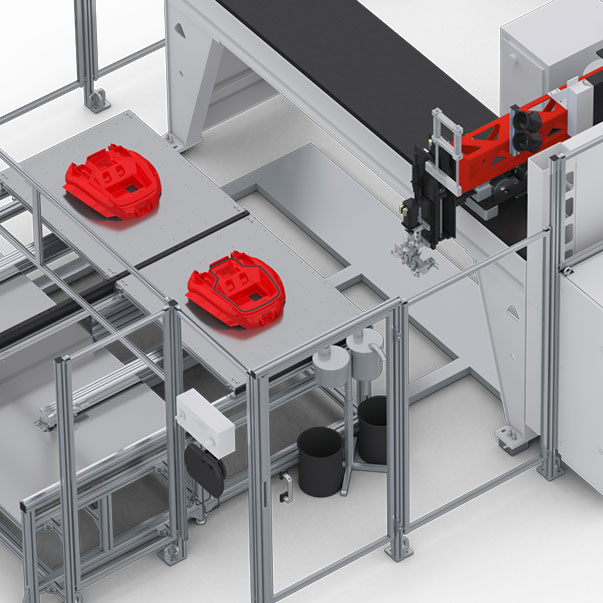
Flexibel und vollautomatisch – ganz nach Ihren Anforderungen
Die hier abgebildete Referenzkonfiguration für das konturgenaue Auftragen von 2-Komponenten Polyurethandichtungsschaum FERMAPOR K31 in die Nutkontur der Staubsaugergehäuse besteht aus der Misch- und Dosieranlage DM 502 mit einem 3-Achs-Linearroboter und dem Wechseltisch WT 1-LEVEL. Die Teileaufnahme und -bearbeitung erfolgt im kontinuierlichen Pendelbetrieb in einer Ebene.
Über die Nachfüllstationen der modular aufgebauten DM 502 Anlagenperipherie erfolgt eine materialspezifische Aufbereitung der eingesetzten Materialsysteme – ohne eine Kontaminierung mit den abzufüllenden Produkten. Die Ausstattung der Nachfüll- station mit einem pneumatischen Lift für das Rührwerk bietet mehr Bedienkomfort und höhere Arbeits- und Anlagensicherheit. Darüber hinaus sorgen Rührwerke für das Aufrühren und die homogene Konsistenz der Materialien vor Inbetriebnahme.
Erst eine kontinuierliche Materialversorgung der Materialdruckbehälter durch die Nachfüllstationen ermöglicht vollautomatische Fertigungsprozesse. Kapazitive Sensoren an den Materialdruckbehältern über-wachen den Füllstand und regeln die Nachfüllung. So wird bei einem Materialwechsel der Produktionsprozess nicht unterbrochen.
Der eingesetzte hochdynamische 3-Achs-Linearroboter LR-HD oder alternativ der hocheffiziente LR-HE plus sind für die sehr präzise und wiederholgenaue Führung des Präzisionsmischkopfs MK 800 PRO über dem Bauteil verantwortlich. Dabei trägt der Mischkopf mit hoher Dosier- und Wiederholgenauigkeit den Polyurethanschaum auf die vorprogrammierte Kontur vollautomatisch auf.
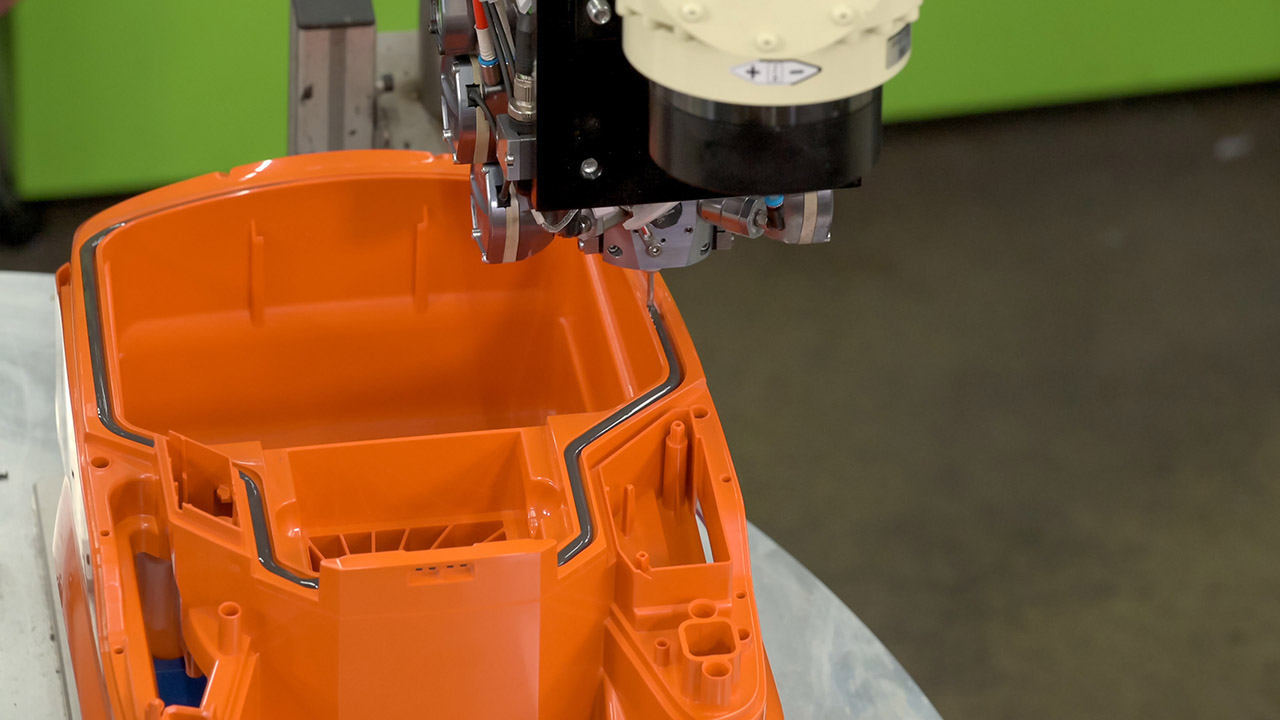
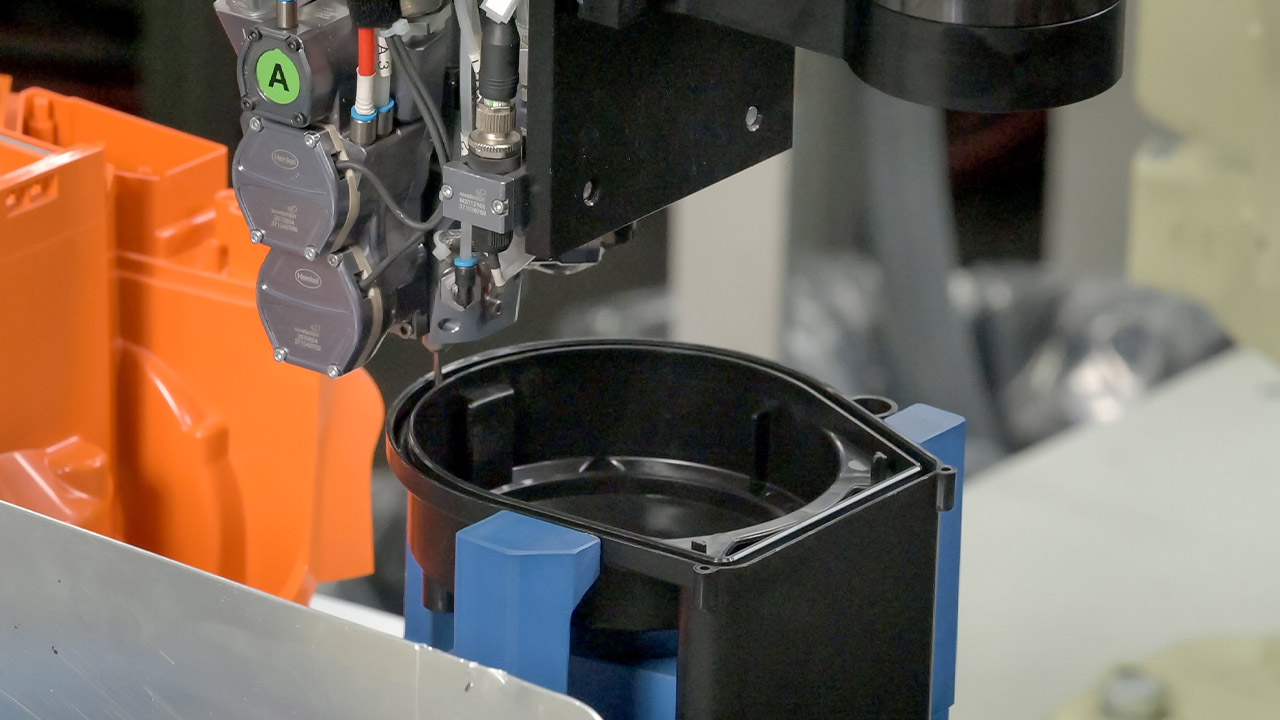
Nach dem Dosierumlauf schließt die Kopplungsstelle der Schaumdichtung nahtlos ab und ist damit fast unsichtbar. Das applizierte Material schäumt um das mehrfache seines Volumens auf und bildet bei Raumtemperatur eine elastische Weichschaumdichtung in der gewünschten Schaumhärte.
Als Prozessexperte unterstützen wir Sie mit einer individuellen Beratung für die maßgeschneiderten Automatisierung Ihrer Fertigungsprozesse. Bei allen Lösungen liegt unser Hauptaugenmerk auf einer höchstzuverlässigen Anlagentechnik, minimierten Wartungszeiten und einer gleichbleibenden Dosierqualität.
Durch die automatische Aufzeichnung der Dosierprogrammdaten sind für den Maschinen-bediener bei laufender Produktion alle Prozessdaten über das CONTROL 2 Bedienpanel nachvollziehbar und auswertbar.
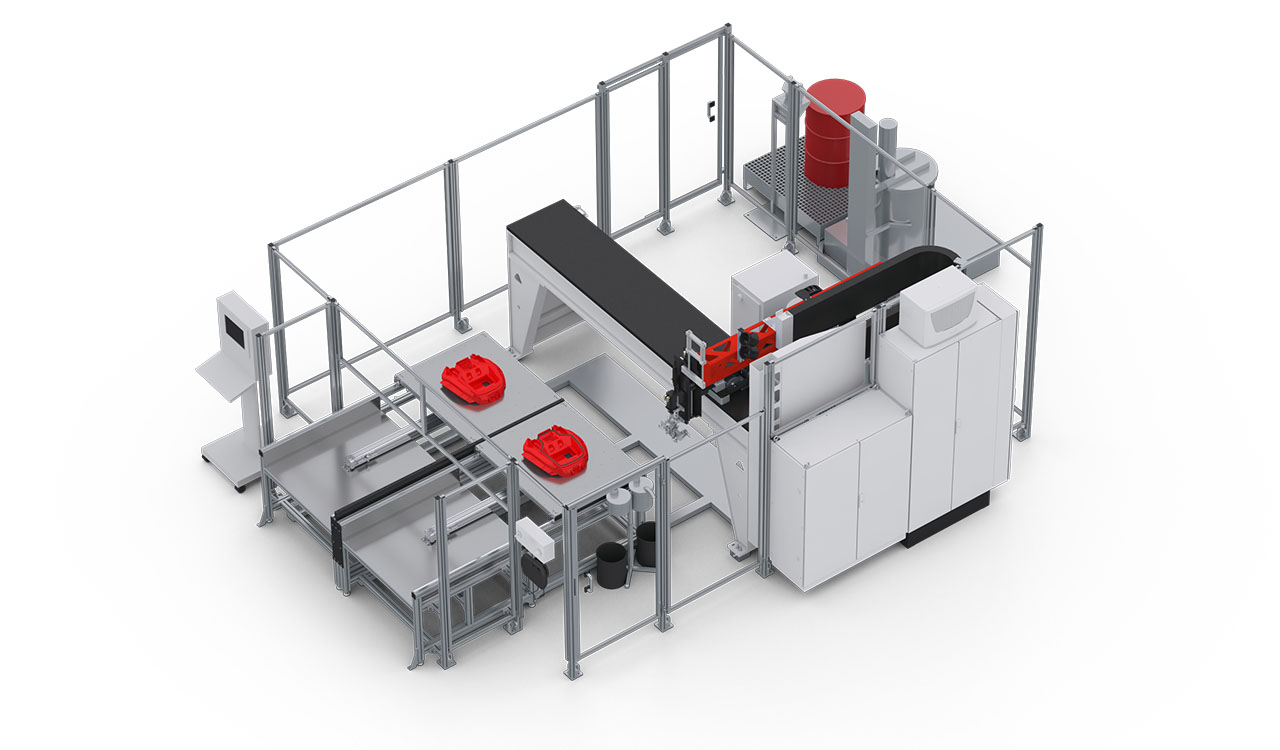 CONTROL 2
WT 1-LEVEL Wechseltisch
Mischkopf 825 PRO
Dosiermaschinenschrank
Schaltschrank
MP 2 Mobilpanel
Supply Tap
Elevator
CONTROL 2
WT 1-LEVEL Wechseltisch
Mischkopf 825 PRO
Dosiermaschinenschrank
Schaltschrank
MP 2 Mobilpanel
Supply Tap
Elevator
CONTROL 2

Optional erhältlich: Touchscreen-Bedienpanel CONTROL (21,5“) zur Bedienung des Dosiersystems
Mehr Information zu unseren BedienpanelsWT 1-LEVEL Wechseltisch

Zwei im Pendelbetrieb arbeitende Pick-up-Platten in einer Ebene
Mehr Informationen zu unseren WechseltischenMischkopf 825 PRO

MK 800 PRO Präzisionsmischkopf mit Hochdruckwasserspülung oder alternativem Komponentenspülsystem
Mehr Informationen zu unseren MischköpfenDosiermaschinenschrank
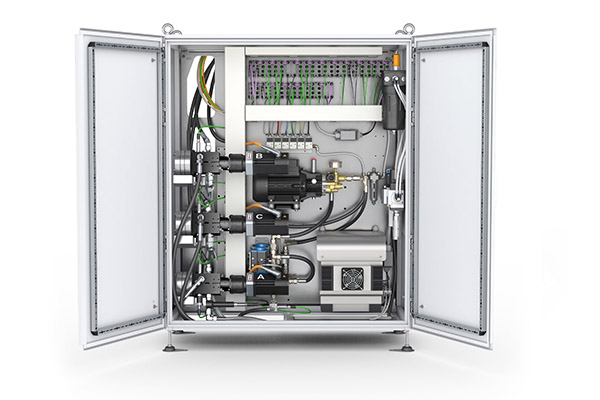
Der Schrank der Dosiermaschine enthält die Komponenten der Dosierperipherie, z.B. die Dosierpumpen.
Mehr Informationen zu unseren MaschinenschränkenSchaltschrank

Im Schaltschrank sind Steuerelektronik, Sicherheitstechnik und Industrie-PC untergebracht.
Mehr Informationen zu unseren SchaltschränkenMP 2 Mobilpanel

Das multifunktionale Mobile Panel MP 2 (10,1“ WXGA TFT) ermöglicht eine komfortable Bedienung des Dosiersystems.
Mehr Information zu unseren BedienpanelsSupply Tap

Optional: Automatische Fassnachfüllstation SUPPLY TAP für dünnflüssige Produkte, z. Isocyanate (B-Komponente)
Mehr Informationen zu unseren NachfüllstationenElevator

Optional: Automatische Fassbefüllstation ELEVATOR für die A-Komponente mit pneumatischem Lift und Rührwerk
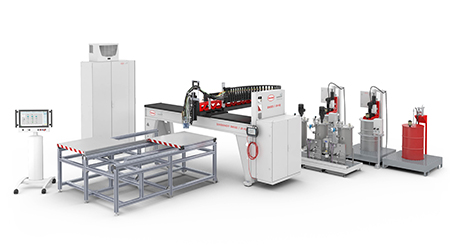
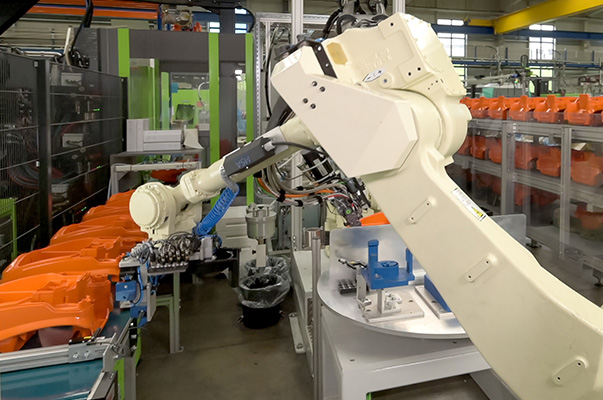
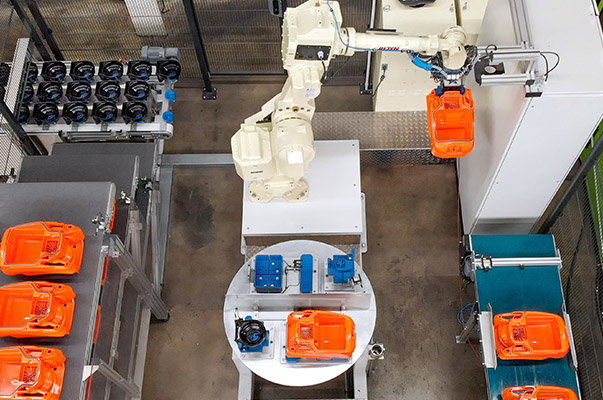
Mehr Informationen zu unseren NachfüllstationenFertigung Staubsaugergehäuse der Firma Thomas bei Kunststofftechnik Krug GmbH
Die Fertigung der Staubsaugergehäuse der Firma Thomas, inkl. Applikation der Sonderhoff Polyurethan Schaumdichtung Fermapor K31 von Henkel auf die Kontur des Staubsaugergehäuses und des Motortopfs für den Elektromotor, erfolgt auf einer Fläche von ca. 120 qm und besteht u.a. aus den folgenden Anlagen und Komponenten:



Video Spritzguss und Andichtung von Staubsaugern - Langfassung
Video über das Spritzgießen und Abdichten von Thomas Staubsauger- und Motorgehäusen.
Vollautomatischer Produktionsprozess mit einer Engel-Spritzgießmaschine und SONDERHOFF DM 502.
Video Spritzguss und Andichtung von Staubsaugern - Kurzfassung
Kurzes Video über das Spritzgießen und Abdichten von Thomas Staubsauger- und Motorgehäusen.
Vollautomatischer Produktionsprozess mit einer Engel-Spritzgießmaschine und SONDERHOFF DM 502.
Prozessabfolge der Fertigung der Staubsaugergehäuse und dem Dichtungsauftrag für Gehäuse und Motortopf:
Das Staubsaugergehäuse aus Kunststoff wird von der Firma Krug mit der Spritzgussmaschine Duo 650 von Engel in einem 1-fach-Werkzeug im 60 Sekundenzyklus produziert. Die Spritzgussfertigung gibt die Taktung für die weiteren Prozessschritte vor.
1. Entnahme aus dem Werkzeug der Spritzgussmaschine
2. Ablage auf das Transferband

3. Taktung der Staubsaugergehäuse in die Übergabeposition
4. Teileaufnahme Motortopf
5. Teileaufnahme Staubsaugergehäuse

6. Ablage Rundtakttisch für Dosierauftrag

7. Dosierauftrag auf Staubsaugerhäuse und Motortopf
8. Drehung Rundtakttisch
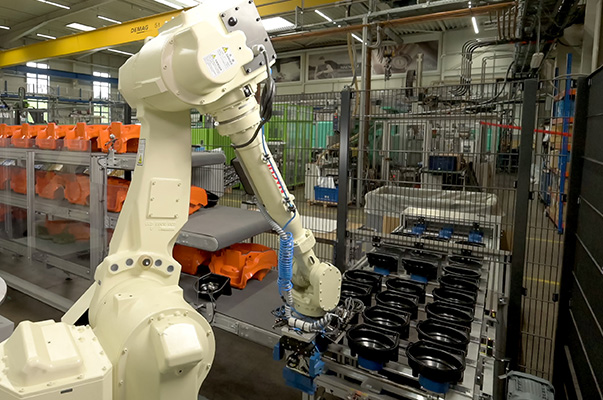
9. Teileentnahme von Rundtakttisch

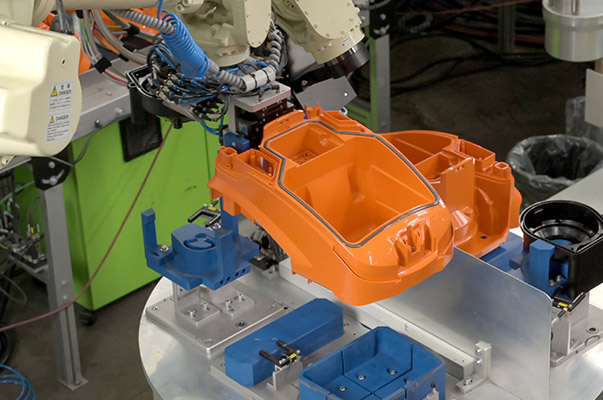
10. Qualitätskontrolle

Die Bauteile werden unter einer Kamera zur Qualitätskontrolle (Dichtung vorhanden ja/nein) geführt.
11. Ablage auf dem Austaktband
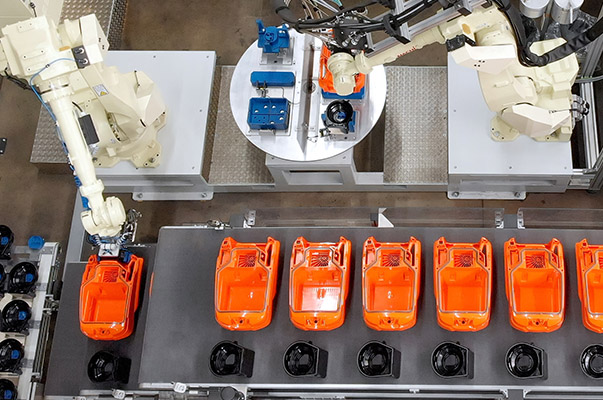

Der 6-Achsroboter legt die fertig abgedichteten Teile auf dem Austaktband ab.
12. Teilemontage


