Verklebung des Bullaugenglaselements für Waschmaschinen

Die führenden Hersteller von Haushaltsgeräten vertrauen nun schon seit vielen Jahren auf unsere Systemlösung aus innovativen Klebstoffen mit unterschiedlichen Eigenschaftsprofilen und den darauf optimal abgestimmten Misch- und Dosieranlagen für das präzise und effiziente Verkleben von Bauteilen für Waschmaschinen und Wäschetrocknern.
Für die Verklebung des Bullaugenglaselements für Waschmaschinen in einen Befestigungsrahmen wird der schnell aushärtende 2K Silikon-Strukturklebstoff LOCTITE® SI 5610 A/B verwendet.
Dieser besitzt eine gute Haftung auf Glas & Kunststoff, hat eine gute Temperatur- und Feuchtigkeitsbeständigkeit und ist beständig gegen Reinigungsmittel.
Ein besonderer Vorteil des 2K Silikon-Strukturklebstoffs LOCTITE® SI 5610 A/B ist, dass er ohne Primervorbehandlung auskommt.


Nach dem Verkleben wird ein weiterer Kunststoffrahmen auf den vorherigen geschraubt, so dass das Glas zwischen den 2 Kunststoffrahmen liegt.
Maßgeschneiderte Klebelösungen für Waschmaschine und Trockner

Für die Verklebung der Bullaugen- / Türverglasung von Waschmaschinen in einen Befestigungsrahmen wird der schnell aushärtende 2K Silikon-Strukturklebstoff LOCTITE® SI 5610 A/B verwendet.
Vorteil dieses LOCTITE®-Materials ist, dass die Vorbehandlung (z.B. durch einen Primer) für die Oberflächenhaftung entfällt.
Der Klebstoffauftrag auf den Befestigungsrahmen aus Kunststoff erfolgt mit der DM502 Misch- und Dosiermaschine, die in eine Automatisierungslinie integriert ist.
Der Mischkopf MK800 PRO für den Dosierauftrag wird entweder von dem 3-Achs-Linearroboter LR-HD oder einem 6-Achsroboter gesteuert. Die Materialversorgung übernimmt die automatische Nachfüllstation, die für die A- und B-Komponente jeweils aus einer Fasspumpstation (FPS) besteht.
Der Dosierauftrag mit LOCTITE® SI 5610 A/B erfolgt innerhalb der Topfzeit von ca. 2 bis 3 Minuten. Die Montage kann bereits ca. 3 Minuten nach der Applikation erfolgen.
Referenzmaterial
| Verklebung von Bullaugen- / Türverglasung |
LOCTITE® SI 5610 A/B |
|
|
Mischungsverhältnis (nach Gewicht) |
2 : 1 | |
|
Topfzeit (A + B vermischt) |
≤ 6 min. | |
|
Klebefreizeit bei 23 °C / 50 ± 5 % RH |
2 - 3 min. |
|
|
Aushärtung bei Umgebungstemperatur |
ca. 30 min. |
|
|
Viskosität A-Komponente |
ca. 20.000 - 100.000 mPa·s |
|
|
Viskosität B-Komponente |
ca. 10.000 - 80.000 mPa·s |
|
|
Shore-A-Härte (ISO 868) |
ca. 30 - 50 |
|
|
Bruchdehnung (ISO 527-3) Zugfestigkeit (ISO 527-3) |
210 % ca. 1,35 (200 psi) |
|
|
Gebrauchstemperatur |
von -40 bis +180 °C (kurzfristig höher) |
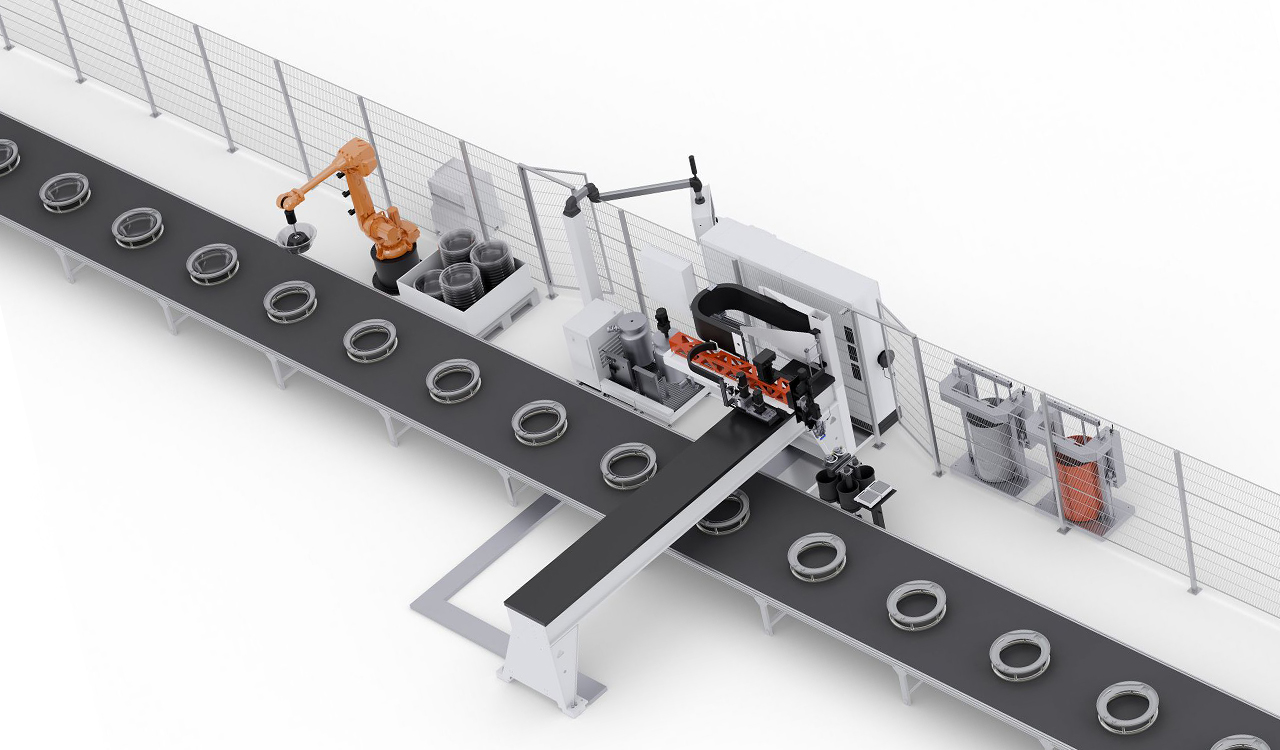
Misch- und Dosieranlage DM502 mit Förderband und 3-Achs-Linearroboter für das Verkleben der Bullaugenglaselemente für Waschmaschinen sowie 6-Achs-Roboter für das Teilehandling
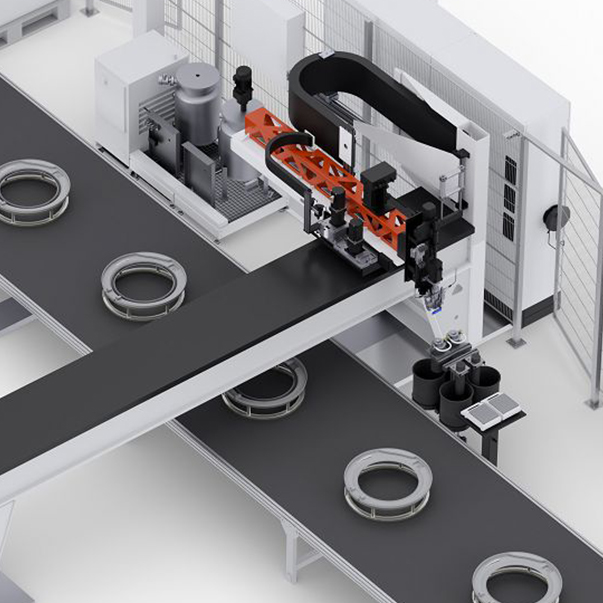
Die Misch- und Dosiermaschine DM502, die in eine vollautomatische Fertigungslinie mit Transferband für die Zuführung und den Abtransport der Teile integriert ist, wird für den Klebstoffauftrag auf den Kunststoff-Montagerahmen für die Verklebung von Bullaugenglaselemente für Waschmaschinen eingesetzt.
Der Mischkopf MK800 PRO, der durch den 3-Achs-Linearroboter LR-HD gesteuert wird, trägt den Klebstoff konturgenau auf. Der 6-Achs-Roboter wird für das Teilehandling eingesetzt.
Alternativ kann der Mischkopf MK800 PRO auch an einem 6-Achsroboter befestigt und über das Bauteil geführt werden.
Die Materialversorgung übernimmt die automatische Nachfüllstation, die für die A- und B-Komponente jeweils aus einer Fasspumpstation (FPS) besteht.
Flexibel und vollautomatisch –
ganz nach Ihren Anforderungen
Die hier abgebildete Referenzkonfiguration für das konturgenaue Auftragen des schnell aushärtende 2K Silikon-Strukturklebstoff LOCTITE® SI 5610 A/B zur Verklebung der Bullaugen- / Türverglasung von Waschmaschinen in einen Befestigungsrahmen besteht aus der Misch- und Dosieranlage DM502 mit einem 3-Achs- Linearroboter sowie einem 6-Achs-Roboter für das Teilehandling. Die Zuführung der Bauteile zur Misch- und Dosieranlage erfolgt über ein Förderbandsystem.
Der eingesetzte hocheffiziente 3-Achs-Linearroboter LR-HE plus oder alternativ der hochdynamische LR-HD sorgen für die konturgenaue Führung des Präzisionsmischkopfs MK 800 PRO über dem Bauteil. Dabei trägt der Mischkopf mit hoher Dosiergenauigkeit den Klebstoff auf die vorprogrammierte Kontur vollautomatisch auf.